organisation de la construction de la structure de tension - traitement
 préparation du traitement
préparation du traitement
1. plan de traitement: avant la transformation, le directeur de l'usine organise le personnel approprié pour effectuer une étude approfondie des dessins de conception, formuler des plans de traitement spécifiques, les exigences de processus, les mesures d'assurance qualité et organiser le programme de traitement en fonction des tâches et des programmes de production.
2.le gabarit est relativement vérifié: avant le traitement, les jauges de traitement telles que le carré, la règle en acier, etc. sont comparées de manière exhaustive.
3. test de thermoscellage: avant le traitement, l'équipe de thermoscellage doit obtenir le meilleur résultat de thermoscellage pour le film utilisé dans le projet, les différentes couches de thermoscellage requises pour le processus de simulation et le formulaire de thermoscellage, et remplir le " rapport de test des données de thermoscellage ".
4. essai de traction: l'essai de traction biaxial est effectué sur le matériau de la membrane traitée thermiquement et les résultats de l'essai sont consignés dans le «rapport d'essai des données de tension», les paramètres étant utilisés comme base pour les ingénieurs du contrôle de la qualité.
5. maintenance du matériel: maintenance du matériel avant la production pour s'assurer que le matériel est dans le meilleur état de production.
En traitement
1. inspection matérielle: après que le film ait été ouvert, l'ingénieur en contrôle qualité inspectera le film et établira des registres d'inspection. le film non qualifié doit être coupé en tant que déchet.
2. implantation: l'équipe de découpage travaillera sur la plaque en plastique épaisse conformément au dessin de découpage. l'échantillon doit être auto-inspecté et vérifié. appuyez sur la carte des matériaux pour marquer l'échantillon de code lors de l'implantation.
3. découpe: après avoir réussi le test, l’échantillon est découpé et coupé sur le film pour devenir une pièce découpée.
4. pré-assemblage: pré-assemblage de la pièce coupante selon le plan de traitement sur le site de pré-épissage, une certaine précontrainte doit être appliquée dans le pré-assemblage, et le soudage par points est effectué avec un petit machine à souder portable et la soudure est temporairement fixée (voir la figure suivante)) pour éviter les plis dans la soudure.
5. traitement périphérique: vérifiez le film après la pré-couture conformément au schéma de suppression et corrigez l'erreur d'usinage.
6, thermoscellage: le film de découpe traité environnant est acheminé vers la machine de thermoscellage pour un traitement de thermoscellage.
7. test d'étanchéité: le joint de soudure du film après thermoscellage est remis à l'ingénieur de contrôle de la qualité pour inspection de la soudure. s'il s'avère que le joint de thermoscellage ne répond pas aux exigences, une opération de thermoscellage et de renforcement est requise.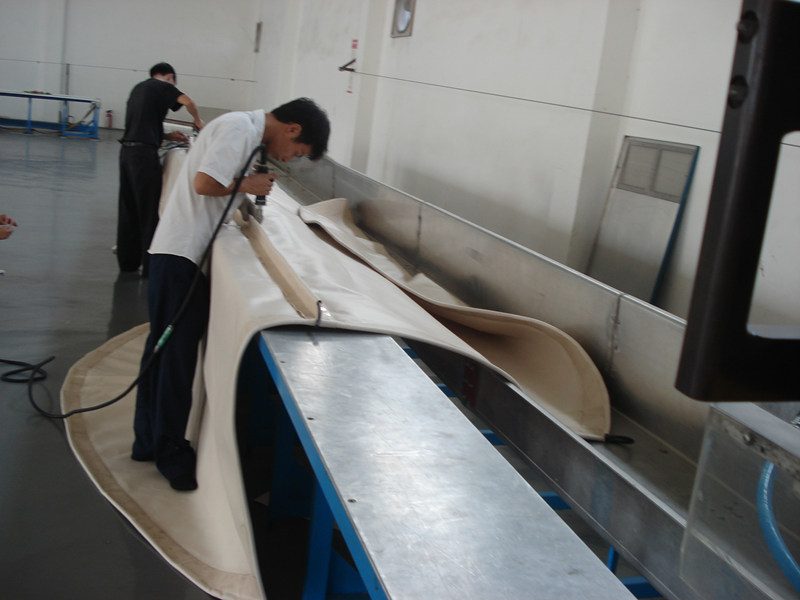
8. Difficultés et attention aux points de contrôle: les directions chaîne et trame de la puissance du ptfe ne doivent présenter aucune déviation pendant le processus de masquage et doivent être sélectionnées strictement en fonction des coordonnées.
l'inspection du produit fini
l'ensemble de la membrane soudée à chaud est remis à l'équipe d'inspection de la qualité pour l'inspection du produit fini. le directeur de l'usine assistera à l'inspection, ingénieur contrôle qualité et concepteur de projet. l'unité qui a réussi l'inspection remplit le «enregistrement d'inspection de produit de processus d'usine».
nettoyage du produit fini
nettoyer les produits qui ont passé l'inspection. généralement, utilisez un chiffon propre pour essuyer. si vous devez nettoyer, utilisez de l'eau propre. le produit nettoyé ne doit pas laisser de traces de lignes, de taches et de poussière.
emballage
emballage selon le sens de déploiement et la méthode d'emballage donnés par le projet, et indiquant le mode et la direction d'expansion dans la position évidente de l'emballage extérieur.









 un service en ligne
un service en ligne +8613600065322
+8613600065322 canobbio@canobbio.com.cn
canobbio@canobbio.com.cn +8613600065322
+8613600065322